Cómo reducir la rotura de hilo en electroerosión EDM (Guía técnica completa)
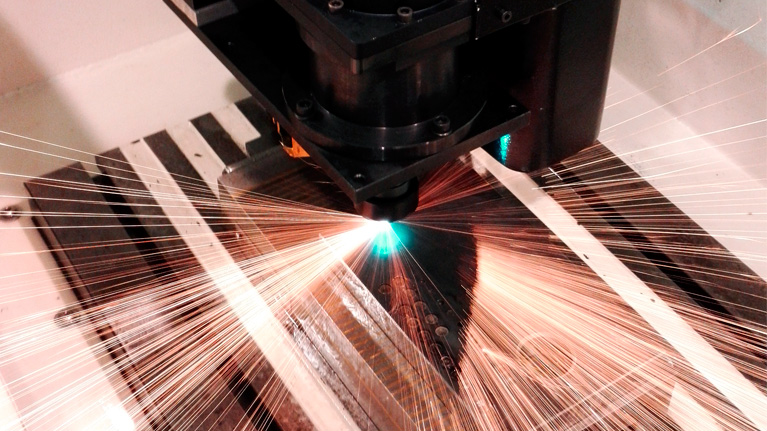
La rotura de hilo en electroerosión (Wire EDM) es uno de los problemas más costosos en talleres de moldes, matricería y mecanizado de alta precisión. Cada rotura implica paradas no planificadas, pérdida de tiempo productivo y posibles desviaciones dimensionales.
Si tu hilo EDM se rompe con frecuencia, el problema rara vez es solo el hilo. Normalmente intervienen la conductividad del agua, el estado del filtro, la calidad de la resina y los parámetros eléctricos.
¿Te ocurre esto en tu taller?
- ⚠El hilo se rompe en pasadas de acabado fino.
- ⚠Roturas frecuentes en piezas gruesas.
- ⚠Microcortocircuitos constantes.
- ⚠Conductividad inestable durante el turno.
- ⚠Exceso de consumo de hilo.
Si has identificado alguno de estos síntomas, tu proceso puede estar perdiendo hasta un 20–30 % de eficiencia real.
Causas físicas reales de la rotura de hilo EDM
Desde el punto de vista técnico, la rotura suele producirse por:
- ✔Concentración de calor localizada que supera el límite elástico del hilo.
- ✔Descarga eléctrica inestable por partículas metálicas en suspensión.
- ✔Efecto de arco continuo por conductividad incorrecta.
- ✔Tensión mecánica excesiva (habitual en Ø0,25 mm a 12–18 N).
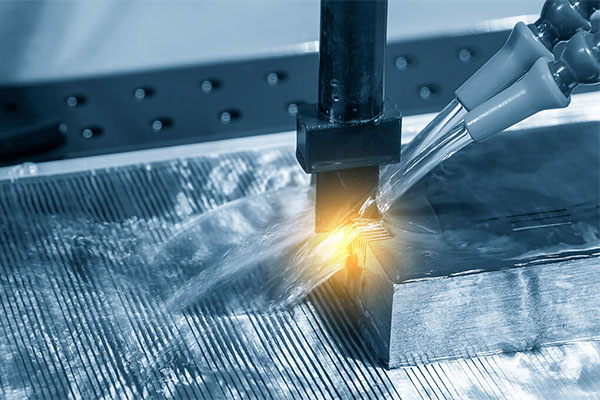
Conductividad ideal en electroerosión
La conductividad del agua desionizada debe mantenerse dentro del rango recomendado por el fabricante.
| Conductividad (μS/cm) | Efecto | Riesgo |
|---|---|---|
| < 5 | Descarga irregular | Sobrecalentamiento del hilo |
| 8–20 | Estabilidad óptima | Proceso controlado |
| > 25 | Arco continuo | Rotura inmediata |
Importancia del filtro y la resina desionizadora
- ✔Micronaje recomendado: 5–10 μm para alta precisión.
- ✔Filtro saturado reduce estabilidad hasta un 25 %.
- ✔Resina agotada provoca picos de conductividad.
- ✔Vida media filtro: 150–300 horas según carga de trabajo.
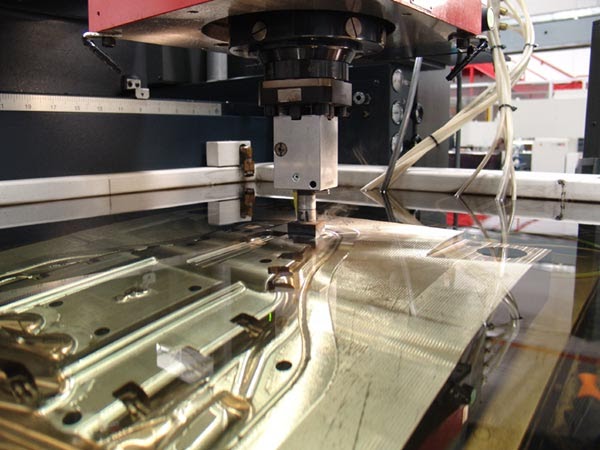
Rotura de hilo según marca de máquina
SODICK
Alta sensibilidad debido a motores lineales y control térmico avanzado.
FANUC
Roturas asociadas frecuentemente a parámetros agresivos en cortes gruesos.
MAKINO
Mayor estabilidad general, pero exige control estricto de conductividad.
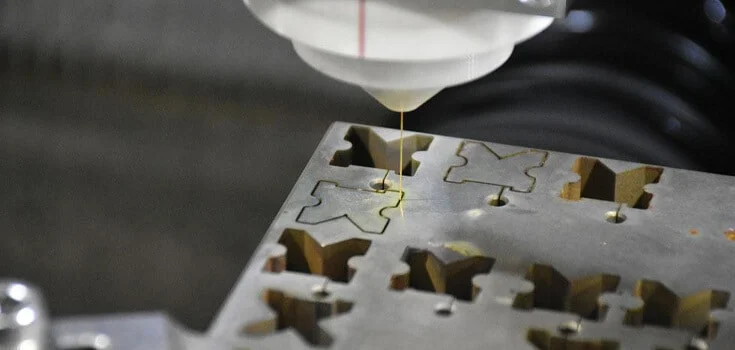
Elección correcta del hilo EDM
- ✔Latón premium: equilibrio estabilidad/precio.
- ✔Zincado alta velocidad: mejor disipación térmica, hasta +15 % velocidad.
- ✔Alta resistencia especial: cortes exigentes y gran espesor.
Elegir solo por precio puede aumentar el número total de roturas y el coste final por pieza.
Diagnóstico rápido de rotura de hilo
| Síntoma | Posible causa | Acción recomendada |
|---|---|---|
| Rotura en desbaste | Parámetros demasiado altos | Reducir potencia o aumentar flushing |
| Rotura en acabado | Conductividad baja | Revisar resina |
| Rotura aleatoria | Filtro saturado | Sustituir filtro |
| Rotura frecuente Ø0,25 mm | Tensión excesiva | Revisar ajuste 12–18 N |
Impacto real en productividad (ROI industrial)
- ✔Hasta -30 % menos paradas.
- ✔Menor consumo anual de hilo.
- ✔Mayor estabilidad dimensional.
- ✔Ahorro de miles de euros anuales en producción intensiva.
FAQ – Rotura de hilo en electroerosión
¿La rotura siempre es culpa del hilo?
No. En la mayoría de casos está relacionada con conductividad, filtración o parámetros eléctricos.
¿Qué rango de conductividad es recomendable?
Entre 8–20 μS/cm en la mayoría de fabricantes.
¿El hilo zincado reduce roturas?
Sí, especialmente en cortes largos gracias a su mejor evacuación térmica.
¿Cada cuánto revisar filtros y resinas?
En producción intensiva, semanalmente o según horas acumuladas.